高频焊接是一种常用的焊接方法,如图12(a)所示是焊接的原理示意图.将半径r=0.10 m的待焊接的环形金属工件放在线圈中,然后在线圈中通以高频变化电流,线圈产生垂直于工件所在平面匀强磁场,磁场方向垂直线圈所在平面向里,磁感应强度B随时间t的变化规律如图(b)所示.工件非焊接部分单位长度上的电阻R0=1.0×10-3 Ω·m-1,焊缝处的接触电阻为工件非焊接部分电阻的9倍.焊接的缝宽非常小,不计温度变化对电阻的影响.求:
(1)0~2.0×10-2 s和2.0×10-2 s~3.0×10-2 s时间内环形金属工件中感应电动势各是多大?
(2)0~2.0×10-2 s和2.0×10-2 s~3.0×10-2 s时间内环形金属工件中感应电流的大小,并在图(c)中定量画出感应电流随时间变化的i—t图象(以逆时针方向电流为正).
(3)在t=0.30 s内电流通过焊接处所产生的焦耳热.
(1)E1=3.14 V E2=6.28 V(2)见解析(3)8.4×102 J
解析:根据法拉第电磁感应定律求出电动势。再根据闭合电路欧姆定律求出电流,画出图象。根据电流有效值定义求出电流的有效值,再利用焦耳定律求出热量。
(1) 根据法拉第电磁感应定律,在0~2.0×10-2 s内,线圈内的感应电动势为E1=![]() ·πr2,得E1=3.14 V(2分)
·πr2,得E1=3.14 V(2分)
在2.0×10-2s~3.0×10-2 s内,线圈内的感应电动势为E2=![]() ·πr2解得E2=6.28 V(2分)
·πr2解得E2=6.28 V(2分)
(2)设环形金属工件总电阻为R,则R=2πrR0+9×2πrR0=20πrR0=6.28×10-3 Ω(1分)
由闭合电路欧姆定律,在0~2.0×10-2 s内的电流为I1=![]() =500 A(电流沿逆时针方向)(1分)
=500 A(电流沿逆时针方向)(1分)
在2.0×10-2s~3.0×10-2 s内的电流为I2=![]() =1 000 A(电流沿顺时针方向)(1分)
=1 000 A(电流沿顺时针方向)(1分)
所作i—t图象如下图所示(2分)
(3)设焊缝处的接触电阻为R1,环形金属工件中电流的有效值为I,在一个周期内I2R1T=I![]() R1
R1![]() +
+![]() R1
R1![]() ,得I=500
,得I=500  A(2分),设在t=0.10 s内电流通过焊接处所产生的焦耳热为Q,则Q=I2R1t,而R1=9×2πrR0=5.65×10-3Ω,代入解得Q=8.4×102 J.(2分)
A(2分),设在t=0.10 s内电流通过焊接处所产生的焦耳热为Q,则Q=I2R1t,而R1=9×2πrR0=5.65×10-3Ω,代入解得Q=8.4×102 J.(2分)

 学业测评一课一测系列答案
学业测评一课一测系列答案科目:高中物理 来源: 题型:

1000
| ||
| 3 |
查看答案和解析>>
科目:高中物理 来源: 题型:
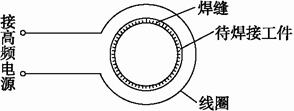
图11
查看答案和解析>>
科目:高中物理 来源: 题型:
高频焊接是一种常用的焊接方法,其焊接的原理如图所示.将半径为10 cm的待焊接的圆形金属工件放在导线做成的1 000匝线圈中,然后在线圈中通以高频的交变电流,线圈产生垂直于金属工件所在平面的变化磁场,磁场的磁感应强度B的变化率为![]() πsinωt T/s.焊缝处的接触电阻为工件非焊接部分电阻的99倍.工件非焊接部分每单位长度上的电阻为R0=10-3π Ω·m-1,焊接的缝宽非常小,求焊接过程中焊接处产生的热功率.(取π2=10,不计温度变化对电阻的影响).
πsinωt T/s.焊缝处的接触电阻为工件非焊接部分电阻的99倍.工件非焊接部分每单位长度上的电阻为R0=10-3π Ω·m-1,焊接的缝宽非常小,求焊接过程中焊接处产生的热功率.(取π2=10,不计温度变化对电阻的影响).

查看答案和解析>>
科目:高中物理 来源: 题型:
高频焊接是一种常用的焊接方法,其焊接的原理如图所示.将半径为10 cm的待焊接的圆形金属工件放在导线做成的100匝线圈中,然后在线圈中通以高频的交变电流,线圈产生垂直于金属工件所在平面的变化磁场,磁场的磁感应强度B的变化率为1 000![]() πsinωt T/s.焊缝处的接触电阻为工件非焊接部分电阻的99倍,工件非焊接部分每单位长度上的电阻为R0=0.001π Ω·m-1,焊接的缝宽非常小.求焊接过程中焊接处产生的热功率.(取π2=10,不计温度变化对电阻的影响)
πsinωt T/s.焊缝处的接触电阻为工件非焊接部分电阻的99倍,工件非焊接部分每单位长度上的电阻为R0=0.001π Ω·m-1,焊接的缝宽非常小.求焊接过程中焊接处产生的热功率.(取π2=10,不计温度变化对电阻的影响)

查看答案和解析>>
科目:高中物理 来源:2012届四川省金堂中学高二下学期期中考试物理试卷(带解析) 题型:计算题
高频焊接是一种常用的焊接方法,如图12(a)所示是焊接的原理示意图.将半径r=0.10 m的待焊接的环形金属工件放在线圈中,然后在线圈中通以高频变化电流,线圈产生垂直于工件所在平面匀强磁场,磁场方向垂直线圈所在平面向里,磁感应强度B随时间t的变化规律如图(b)所示.工件非焊接部分单位长度上的电阻R0=1.0×10-3 Ω·m-1,焊缝处的接触电阻为工件非焊接部分电阻的9倍.焊接的缝宽非常小,不计温度变化对电阻的影响.求:
(1)0~2.0×10-2 s和2.0×10-2 s~3.0×10-2 s时间内环形金属工件中感应电动势各是多大?
(2)0~2.0×10-2 s和2.0×10-2 s~3.0×10-2 s时间内环形金属工件中感应电流的大小,并在图(c)中定量画出感应电流随时间变化的i—t图象(以逆时针方向电流为正).
(3)在t=0.30 s内电流通过焊接处所产生的焦耳热.
查看答案和解析>>
湖北省互联网违法和不良信息举报平台 | 网上有害信息举报专区 | 电信诈骗举报专区 | 涉历史虚无主义有害信息举报专区 | 涉企侵权举报专区
违法和不良信息举报电话:027-86699610 举报邮箱:58377363@163.com