题目列表(包括答案和解析)
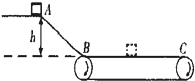 如图所示,在工厂的流水线上安装水平传送带,用来传送工作,可大大提高工作效率,途中AB部分为光滑斜面,斜面高h=0.45m,BC部分为水平传送带,长l=5m,工件与传送带之间的动摩擦因数μ=0.1,连接处能量损失不计,每个工件质量为1kg(工件可视为质点)均由静止开始从A点滑下(g取10m/s2)求
如图所示,在工厂的流水线上安装水平传送带,用来传送工作,可大大提高工作效率,途中AB部分为光滑斜面,斜面高h=0.45m,BC部分为水平传送带,长l=5m,工件与传送带之间的动摩擦因数μ=0.1,连接处能量损失不计,每个工件质量为1kg(工件可视为质点)均由静止开始从A点滑下(g取10m/s2)求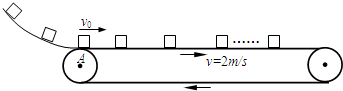
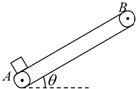 在工厂的流水线上安装有传送带,用传送带传送工件,可大大提高工作效率.如图所示,传送带与水平面夹角为θ=30°,其上、下两端点A、B间的距离是3.84m.传送带在电动机的带动下,以4.0m/s顺时针匀速运转.现将质量为10kg的工件(可视为质点)轻放于传送带的A点,已知工件与传送带间的动摩擦因数为
在工厂的流水线上安装有传送带,用传送带传送工件,可大大提高工作效率.如图所示,传送带与水平面夹角为θ=30°,其上、下两端点A、B间的距离是3.84m.传送带在电动机的带动下,以4.0m/s顺时针匀速运转.现将质量为10kg的工件(可视为质点)轻放于传送带的A点,已知工件与传送带间的动摩擦因数为
| ||
| 2 |
 如图所示在工厂的流水线上安装的足够长的水平传送带.用水平传送带传送工件,可大大提高工作效率,水平传送带以恒定的速度v=2m/s运送质量为m=0.5kg的工件.工件都是以v0=1m/s的初速度从A位置滑上传送带,工件与传送带之间的动摩擦因数μ=0.2,每当前一个工件在传送带上停止相对滑动时,后一个工件立即滑上传送带.取g=10m/s2,求:
如图所示在工厂的流水线上安装的足够长的水平传送带.用水平传送带传送工件,可大大提高工作效率,水平传送带以恒定的速度v=2m/s运送质量为m=0.5kg的工件.工件都是以v0=1m/s的初速度从A位置滑上传送带,工件与传送带之间的动摩擦因数μ=0.2,每当前一个工件在传送带上停止相对滑动时,后一个工件立即滑上传送带.取g=10m/s2,求: 在工厂的流水线上安装有水平传送带,用水平传送带传送工件,可大大提高工作效率.水平传送带以恒定速率v=2m/s运送质量为m=0.5kg的工件,工件都是以v0=1m/s的初速从A位置滑上传送带.工件与传送带之间的动摩擦因数为μ=0.2,每当前一个工件在传送带上停止相对滑动时,后一个工件立即滑上传送带.取g=10m/s2.求:
在工厂的流水线上安装有水平传送带,用水平传送带传送工件,可大大提高工作效率.水平传送带以恒定速率v=2m/s运送质量为m=0.5kg的工件,工件都是以v0=1m/s的初速从A位置滑上传送带.工件与传送带之间的动摩擦因数为μ=0.2,每当前一个工件在传送带上停止相对滑动时,后一个工件立即滑上传送带.取g=10m/s2.求:湖北省互联网违法和不良信息举报平台 | 网上有害信息举报专区 | 电信诈骗举报专区 | 涉历史虚无主义有害信息举报专区 | 涉企侵权举报专区
违法和不良信息举报电话:027-86699610 举报邮箱:58377363@163.com